Daach Blat Roll administrativ Machine, Blue Faarf Double Layer Roll administrativ Machine




Maschinn Biller

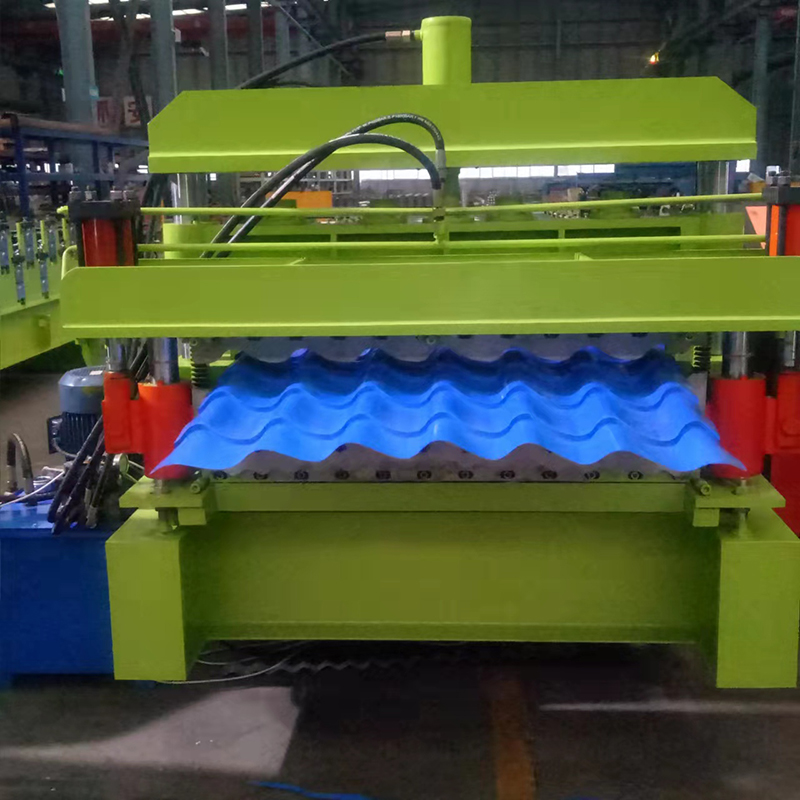
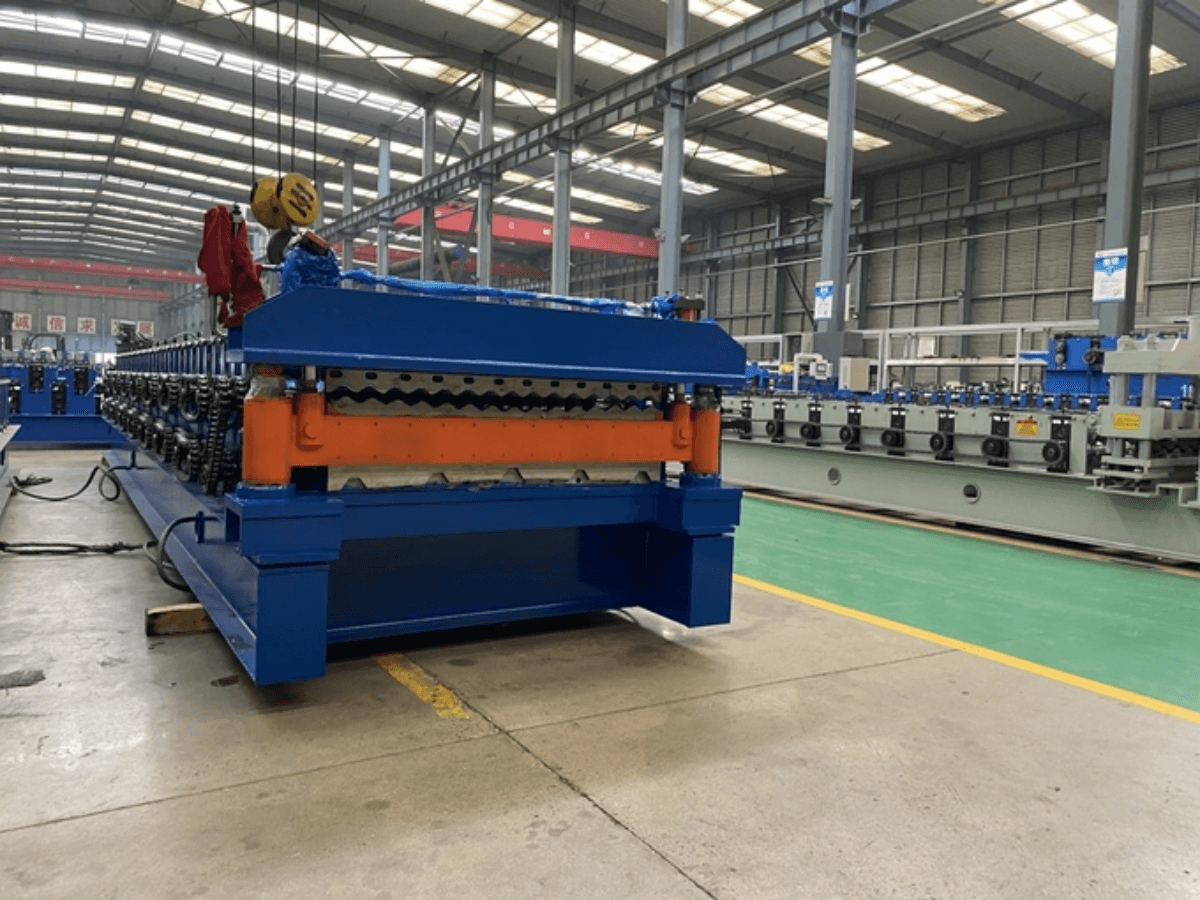
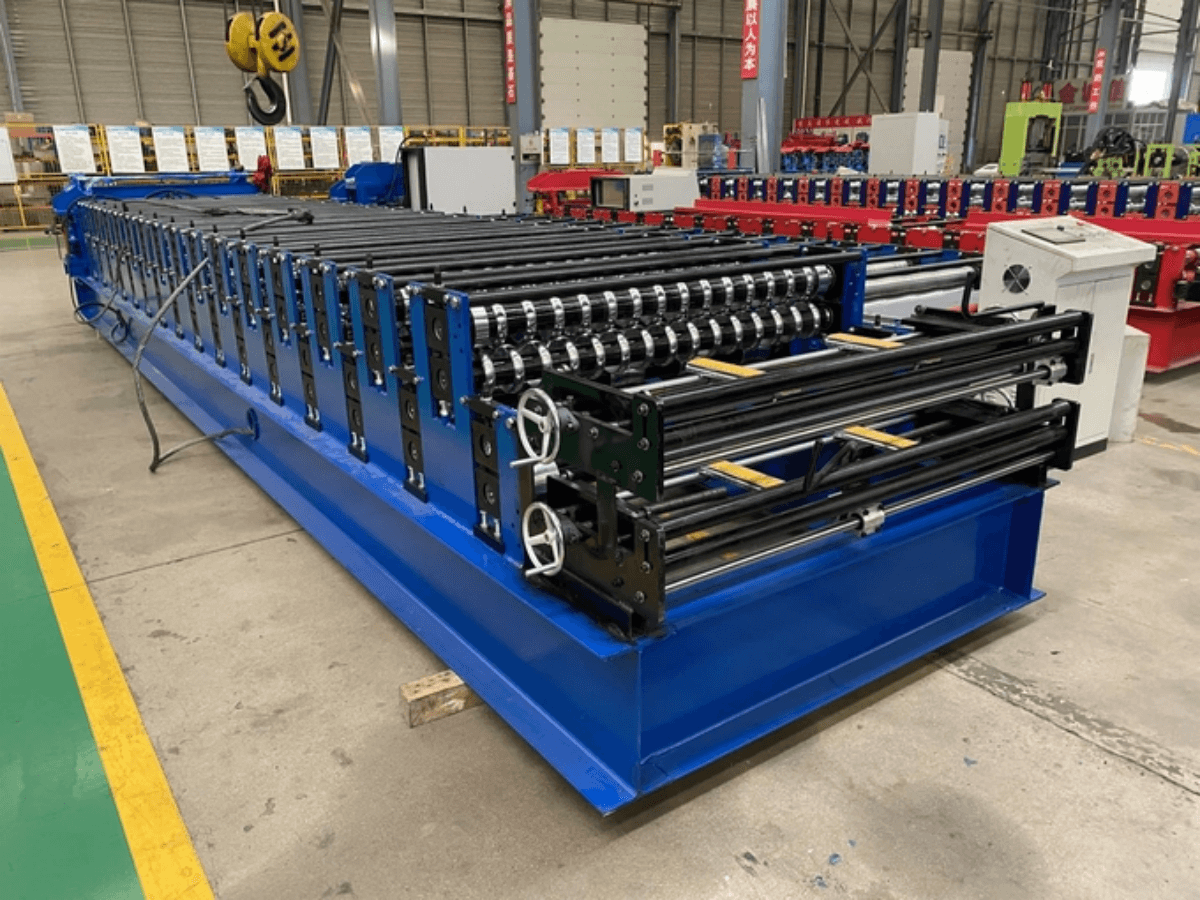
Produktfotoen Eis Double Layer Roll Forming Machine
Am Verglach mat enger eenzeger Schicht Dachplack Rollformmaschinn ass dës Duebelschicht Rollformmaschinn entwéckelt fir zwou verschidden Aarte vu Metallplacke ze produzéieren, déi een trapezoidal Dachdecken an eng Metalldachplack kënne sinn.
Et soll drop higewisen ginn datt déi zwou Schichten vu Rollformen Deeler op dëser Duebelschicht Rollformmaschinn net gläichzäiteg funktionnéiere kënnen, dat heescht datt jidderee vun de Rollforming Systemer (Top Rollforming an Bottom Rollforming) stoppt wann déi aner schafft.
Déi zwee-Schicht oder zwee Niveauen Rollformende Deeler deelen dee selwechte Motor an d'Verännerung vum Lafen tëscht Top an ënnen Rollformende Deel gëtt duerch eng Kupplung gemaach, déi op dëser Duebelschicht Rollformmaschinn ausgestatt ass.
Applikatioun
Dës Maschinn gëtt wäit an der Produktioun vun Metalldachplacke a Wandpaneel benotzt.
eis Maschinnen ginn a ville Länner exportéiert: Rwanda, Thailand, Philippinen, Dubai, USA, Südafrika, Peru, Russland, Saudi Arabien, Malaysia, Indonesien, etc.

Technesch Detailer
| 1 | Coil Breet | 1250 mm max |
| 2 | Rolling Vitesse | 10-16 m/min |
| 3 | Dicke | 0,3-0,8 mm |
| 4 | Kontroll System | PLC (Panasonic) |
| 5 | Uncoiler | Manuell uncoiler |
| 6 | Virausschneiden | Virausschneidinstallatioun no der Ernierung nëmme fir d'Client Change Coil |
| 7 | Roller Statiounen | Up Layer: 24Statiounen Down Layer: 22 Statiounen |
| 8 | Roller Material | 45 # Stol mat verchromte Uewerfläch |
| 9 | Schaft Material | Dia 76mm, Material: 45#, quenching and tempering, coated with hard chrome |
| 10 | Post Ausschneiden | D'Maschinn adoptéiert hydraulesch opzedeelen System |
| 11 | Material fir ze schneiden | Cr12 Stol, 58-62 HRC |
| 12 | Maim Motor Power | 11 KW |
| 13 | Hydraulesch Station Power | 7,5 kW an |
| 14 | Hydraulesch Drock | 12-16Mpa justierbar |
| 15 | Struktur vun de Statiounen | Guide Pilier |
| 16 | Toleranz | 3m+-1,5mm |
| 17 | Stroumspannung | 380V, 50HZ, 3 Phas |
| 18 | Fuert Method | Duerch Gang Kette |
Haaptkomponenten
| Manuell Decoiler | 1 Setzt |
| Füttern Dësch | 1 Setzt |
| Roll Forming Eenheet | 1 Setzt |
| Post Cutting Eenheet | 1 Setzt |
| Hydraulesch Statioun | 1 Setzt |
| PLC Kontroll System | 1 Setzt |
| Reveving Dësch | 1 Setzt |
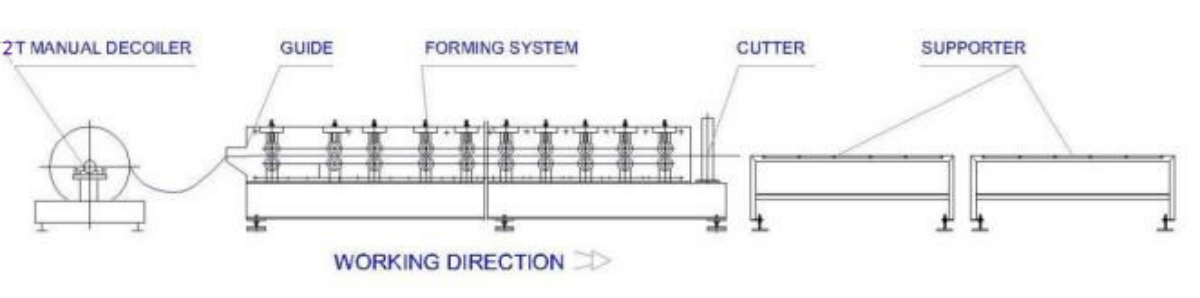
Produktioun Flows
Ausrollen des Blat --- Einführungsleitung--Rolleformen---Richtigkeit-Richtigkeit---Länge moossen---Panel ausschneiden--Panelen zum Supporter (Optioun: Automatesch Stacker)
Major Fonctiounen
1).Dës Rouleauformmaschinn kann Metalldachplack ausrollen.No der Roll geformt vun dëser Rollformmaschinn, wäert d'Uewerfläch ganz glat a schéin sinn ouni Schrummen op der Uewerfläch.
2).Rollbildungsprozess: Uncoiler, Rollbildung, Forme Schrëtt Effekt, op Längt geschnidden.
3).Voll automatesch Kontroll System mat PLC.
4).Einfach Operatioun: Schlëssel an der Längt an Quantitéit op der Kontroll Rot.
5).18 Méint Garantie.
Installatioun Service
Nodeems d'Maschinn op d'Destinatioun ukomm ass, schéckt de Verkeefer den Techniker an d'Fabréck vum Keefer fir d'Maschinn z'installéieren wann de Keefer wëllt.De Keefer muss e puer Techniker ubidden fir bei der Installatiounsaarbecht ze hëllefen.
Installatioun Period ass ongeféier 5 Deeg.De Keefer soll fir de Stol Blat virbereet ginn, Fondatioun Positioun der Maschinn virum Verkeefer d'Techniker d'Depart.
De Keefer soll d'Iwwernuechtung, d'Iessen an de Verkéier an der Destinatioun arrangéieren
Training Period: 2 Deeg.(mir kënnen Training op der Operatiounsplaz liwweren wann de Keefer brauch)
Bannent 3 Méint no der Arrivée vun de Wueren am Hafen vun der Destinatioun, wann et keng Remboursementfuerderung vun de Keefer gëtt, sollten d'Wueren bis zum Standard gezielt ginn.Inspektiounsstandard baséiert op dem technesche Standard ënnerschriwwen vu béide Parteien an eisem Firmestandard.

